
著者:Ibrahim Y
Genmitsu 4030 V2 CNCは、その小さなサイズにもかかわらず、性能では巨人です。コンパクトなサイズは、品質と信頼性を醸し出す頑丈な構造を隠しています。この機械のフレームは高品質のアルミニウムで作られており、精密作業のための安定した基盤を提供し、このツールが本気であることを明確に示しています。
品質と精度
Genmitsu 4030 V2 CNCのすべてのコンポーネントは、品質へのコミットメントを表しています。リードスクリューは正確で、ステッパーモーターは頑丈、コントローラーは使いやすく、セットアップから実行まで、シームレスな体験を保証します。デザインへの細部へのこだわりは、複雑なデザインを彫刻する場合でも、より大きなプロジェクトに取り組む場合でも、同様に細心の注意を払った出力につながります。
将来を見据えたデザイン
Genmitsu 4030 V2 CNCの最も魅力的な特徴の1つは、拡張の可能性です。モジュラー設計により、アップグレードや変更が可能で、スキルが向上しプロジェクトが拡大するにつれて、機械がそのペースに追いつくことができます。この適応性は、趣味の人からプロフェッショナルまで、業務を拡大する必要がある人にとって完璧な選択肢となります。
多用途でユーザーフレンドリー
初心者にとって、Genmitsu 4030 V2 CNCはCNC加工への心地よい入門です。簡単な組み立てと包括的なドキュメントにより、開梱から制作までの時間が短縮されます。限られたスペースの趣味の人にとっては、能力を犠牲にすることなく、小さな作業場にフィットする夢のような存在です。そして、プロにとっては、小さな詳細作業のための専用機械や信頼できるバックアップとして、優れた追加です。
テストラン
3Dファイル:
添付された3Dファイルは、Blenderを使用して開くことができます。Blenderはオープンソースの100%無料のソフトウェアであり、ピースを開いた後、必要に応じてスケールを調整したり、STLにエクスポートしてお気に入りのGコードツールパスクリエーターにインポートしたりできます。
ダウンロード 3D Carve Top Piece.blend
プロセス
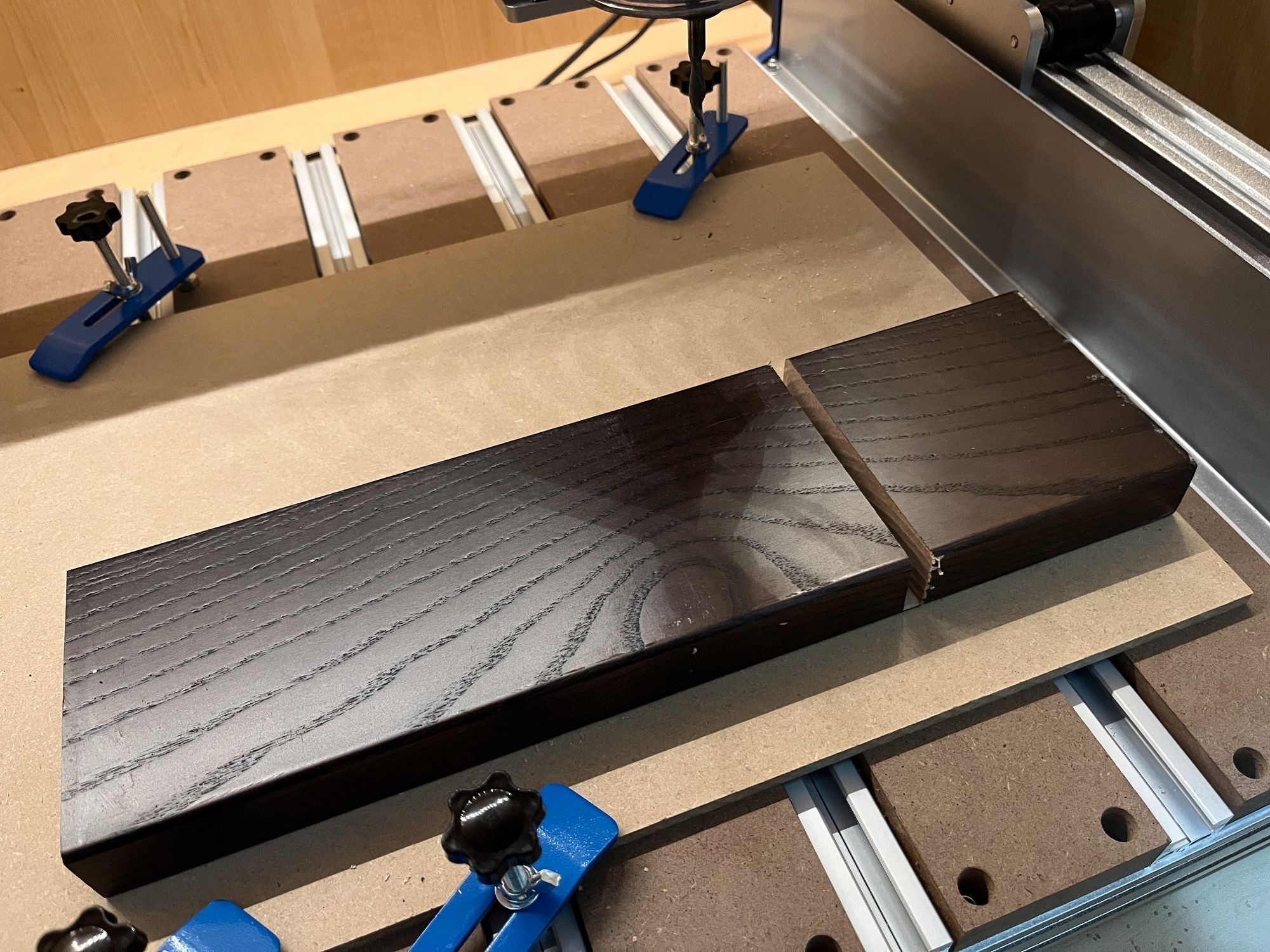
私は通常、見つけた廃材を基に作品をデザインするのが好きです。この作品では、捨てられた木のピースを見つけ、そのピースから得られる最大の幅に合わせて円形のジュエリーホルダーをデザインしようとしました。
最も広い部分が約90mmであることを知っていたので、ピースを約88mmの直径にデザインしました。このピースを< a href="https://www.sainsmart.com/products/proverxl-4030-v2" target="_blank">Genmitsu 4030 V2 CNCだけを使って作成するという挑戦をします。他には何も使いません。バンドソーも、プレーナーも、何も使いません!
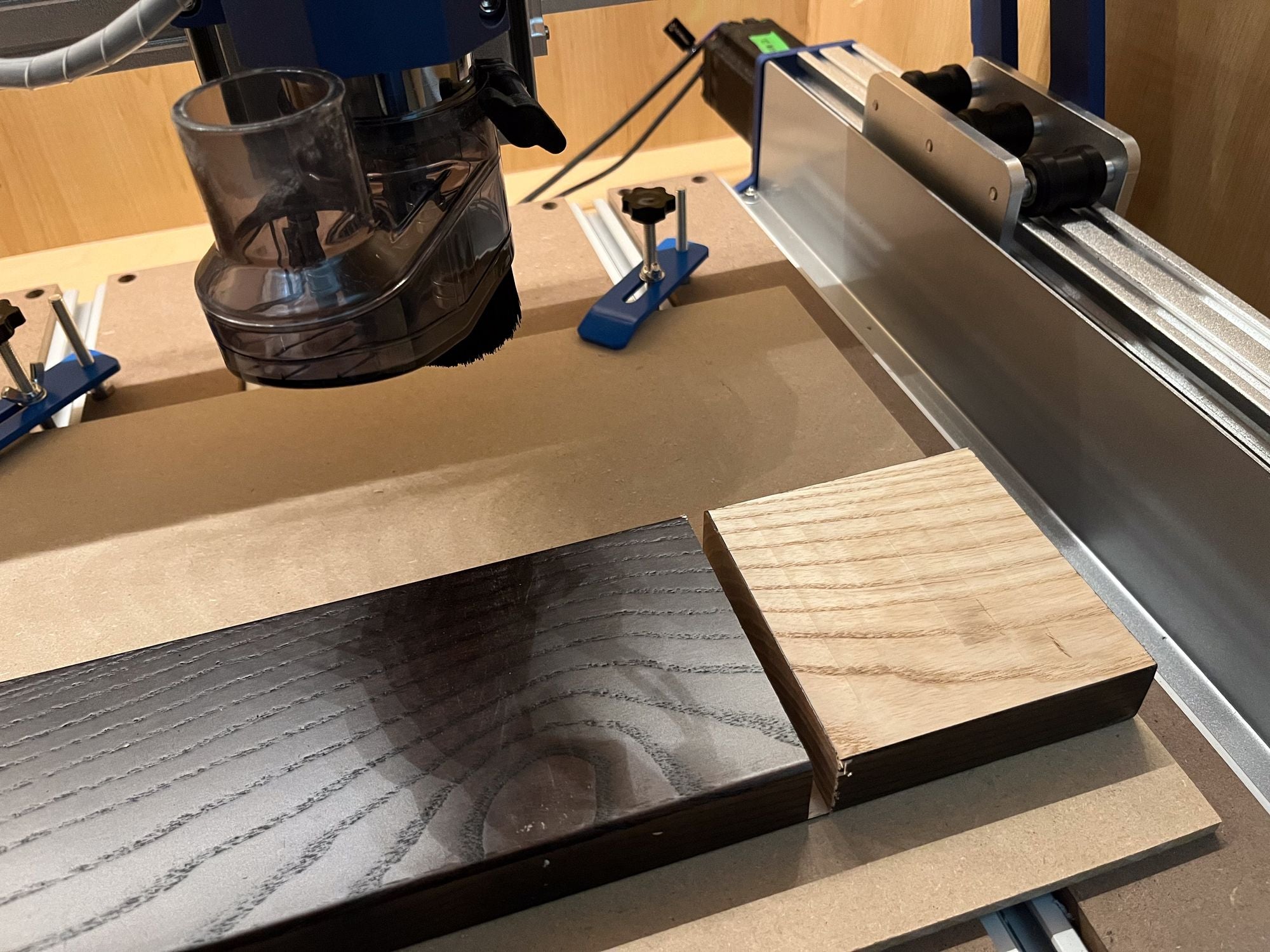
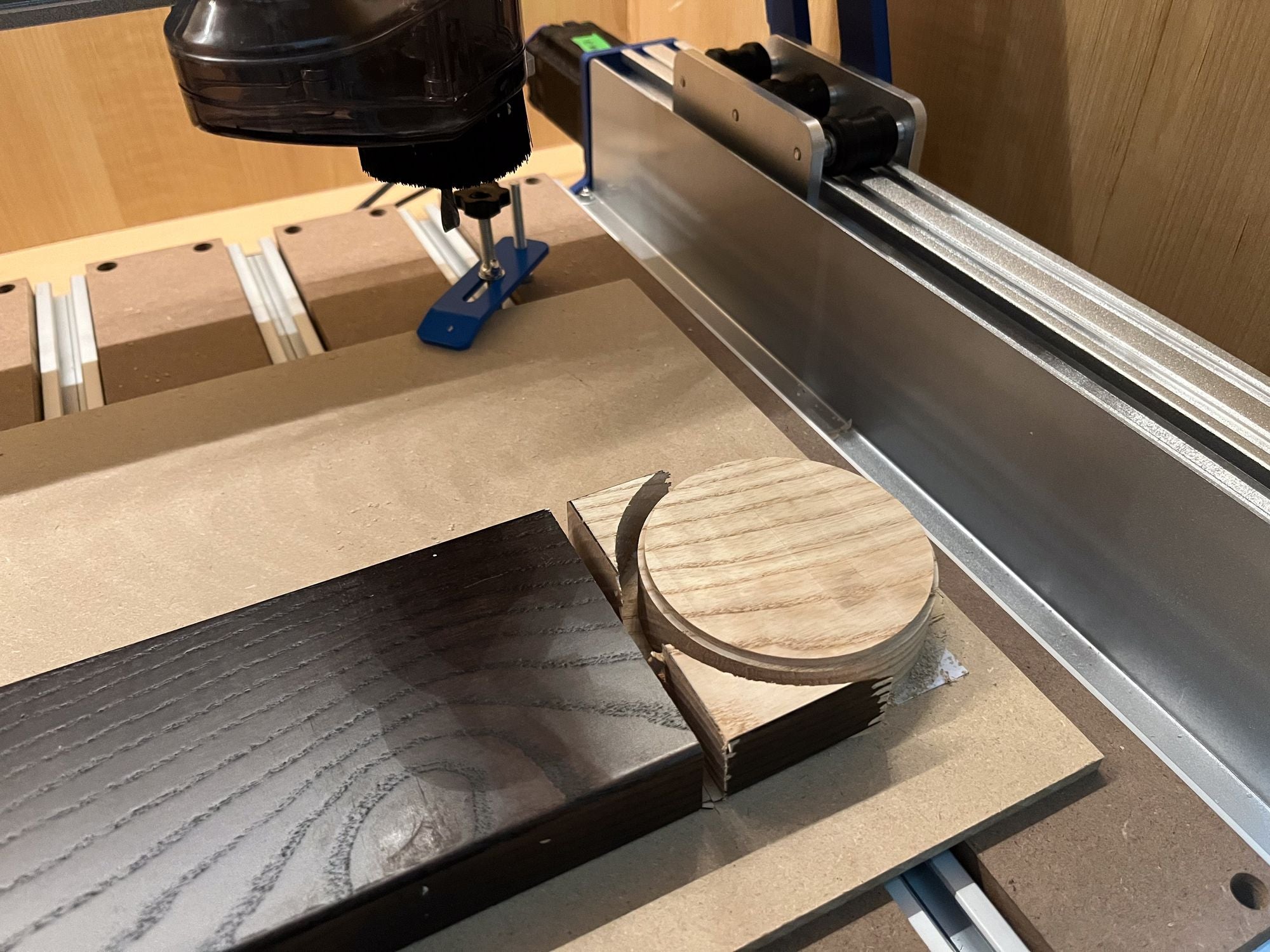
挑戦を始めるために、ダウンスパイラルビットを使って、ピースをメインボディから分離する必要がありました。1.5mmのパスを走らせて、ピースを分離しました。
メインボディの準備ができたら、サーフェスビットを使用して、平らな表面を確保しました。サーフェスビットはダイブできないため、側面から持ってくる必要がありました。予想より少し時間がかかりましたが、木の状態がわからないので、平らな表面を持つことが重要でした。
メインボディが分離されて平らになったら、実際に作品を作成する楽しい部分を始める時が来ました。88mmの直径の完璧な円をフライス加工し、底まで削りました。また、4mmの深さで84mmの上部リングを作成する機会もありました。
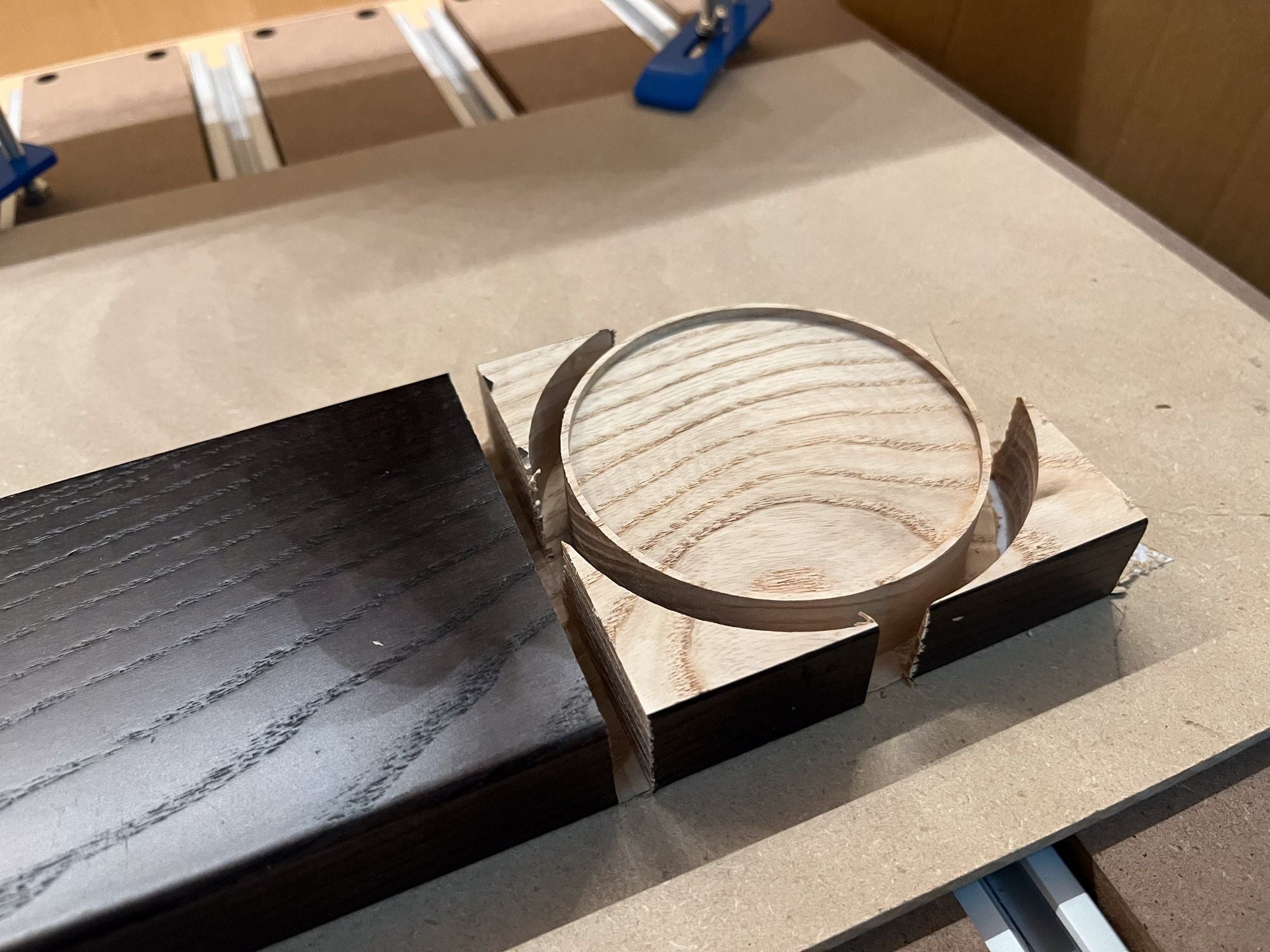
このピースを正しくポケット加工するために、ポケット操作を2つに分ける必要がありました。操作1は材料の大部分を取り除き、操作2はエッジに丸いビベルを作成して、ピースのエッジと底の間に滑らかな丸い遷移を得るためです。内部壁の丸いエッジには、コーブラウンドビット12.7mm(半インチ)を使用しました。
最後に、オプションのステップですが、すべての上部エッジにビベルを施して少しおしゃれにすることができます。底のエッジ(ピースをひっくり返してさらにビベルを施す場合)に対して、45度のビベルには、Amazonで見つけた同じコレクションのビットを使用しました。V Grove Bitです。
上部ピースについては、まず主要な丸い形を切り出し、内部をポケット加工しました。この画像は上部ピースの底を示しています。

ポケットを作成した後、ピースをボードに接着できるように、MDFのピースに同じプロファイルを作成する必要がありました。これは、上部ピースの上側を加工するために重要です。まず、大きな塊を2mmビットで取り除き、その後0.8mmビットで最終的なパスを掃除しました。これは全体のビルドの中で最も時間がかかる部分であり、これらの2つのプログラムは約1.5時間かかりました。おそらく、ステップオーバーをやりすぎたかもしれず、次回はもう少し早く実行できたかもしれません。
さて、このピースはほぼ完成です。少しのサンディングとオイルを施し、デスクの上(デスクの下)にあるプリンターサイズのCNCからの最終製品が得られました。とても楽しかったです!最終製品の画像を以下に示します:

さらなる研究のためのGコードのリスト
これは私がCNCで実行した正確なGコードです。実行する予定の木製のピースに応じて、独自のGコードをエクスポートすることをお勧めします。ただし、これらを参考として使用できます。必要なステップを減らし、いくつかを1つのファイルに統合するように最適化できるかもしれません。ただし、私は同時に設計と実行を行っていたため、多くのピースができてしまいました。
Gコードファイルをダウンロード





![[パート2] SainSmart 3020-ULTRAが当社のロボット開発のMVPになった経緯](http://jp.sainsmart.com/cdn/shop/articles/How_the_SainSmart_3020-ULTRA_Became_the_MVP_of_Our_Robotics_Workshop_1_004d5f70-cbc7-4786-993e-c8df90b5e686.webp?v=1754296878 "[パート2] SainSmart 3020-ULTRAが当社のロボット開発のMVPになった経緯")
